 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Cevher işleme üretim hattının verimliliğini artırmak için titreşimli elek nasıl makul şekilde kullanılır?
Gerçek üretim operasyonlarında titreşimli elek her zaman ayarlanan işleme kapasitesine ulaşamaz. Verimlilik düşükse ne yapmalıyım? Eleme endüstrisinde önemli bir ekipman olan titreşimli eleğin eleme etkisi sadece ürün kalitesi açısından önemli olmakla kalmaz, aynı zamanda bir sonraki operasyonun verimliliğine de doğrudan etki eder. Titreşimli eleğin verimliliğini ve performansını artırmaya yönelik bazı önlemler ve teknikler aşağıda verilmiştir.


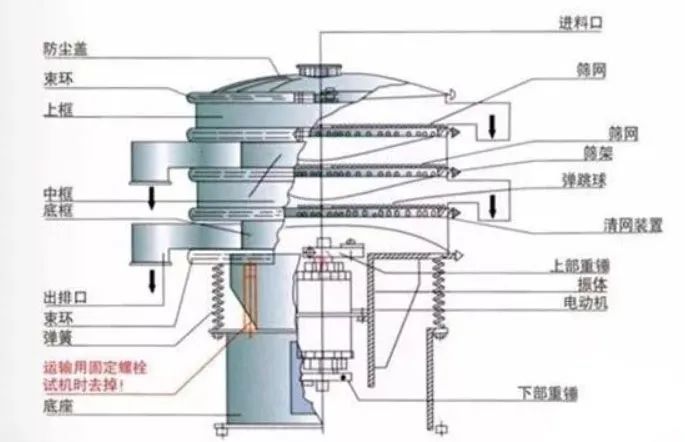
01 Doğru titreşimli elek tipini seçin
Perdeleme etkisi esas olarak elenen malzemenin özelliklerine bağlı olmasına rağmen, aynı malzeme için farklı eleme efektleri elde etmek amacıyla farklı tipte eleme ekipmanları kullanılabilir. Örneğin:
Sabit ekranın tarama verimliliği düşüktür;
Hareketli eleğin eleme verimliliği elek yüzeyinin hareket şekli ile ilgilidir. Parçacıklar elek yüzeyinde elek deliğine dik yöne yakın bir şekilde çalkalanır. Titreşim frekansı ne kadar yüksek olursa tarama etkisi o kadar iyi olur;
Sarsma eleğinin elek yüzeyinde, parçacıklar esas olarak elek yüzeyi boyunca kayar. Sarsma ekranının sallanma frekansı, titreşimli ekranınkinden daha düşük olduğundan, sallama ekranının tarama etkisi zayıftır;
Silindirik eleğin eleme verimi düşüktür çünkü elek yüzeyinin tıkanması kolaydır.
Ek olarak, aşağıdaki gibi farklı amaçlar için farklı tipte titreşimli elekler seçilmelidir:
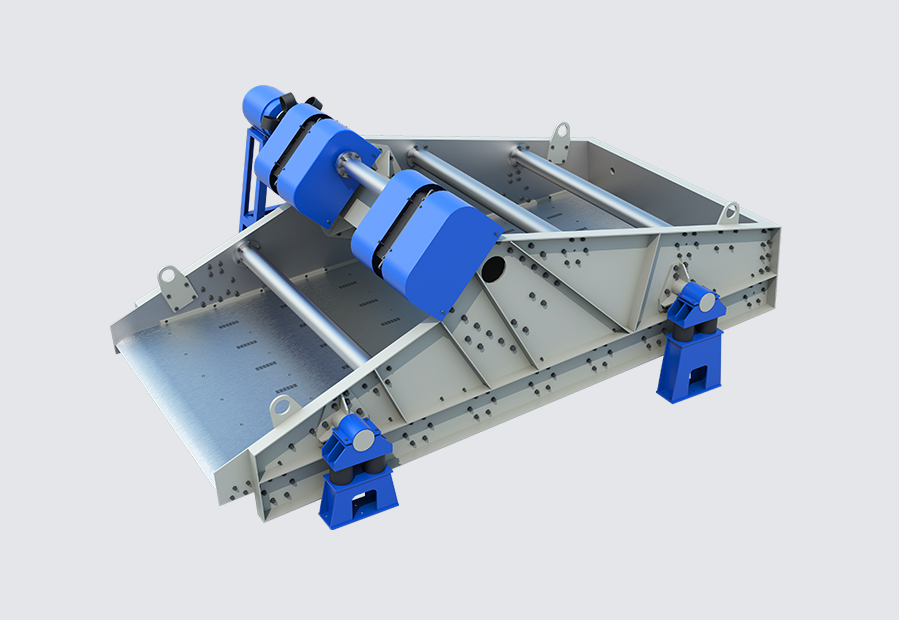
Dairesel titreşimli elekler genellikle malzemelerin ön elemesi ve muayene taraması için kullanılır;
Kırılan malzemelerin sınıflandırılmasında olasılık elekleri, eşit kalınlıktaki elekler ve büyük titreşimli elekler kullanılır;
Doğrusal titreşimli elekler, malzemelerin dehidrasyonu ve ortamın giderilmesi için kullanılır;
Muhtemelen eşit kalınlıktaki elekler, malzemelerin kum ve çamur uzaklaştırılması için daha iyidir.
Gerçek üretimde, ürün parçacık boyutu gereksinimlerini karşılarken, belirli koşullara göre mümkün olduğunca daha büyük elek deliği boyutlarına, daha büyük etkili eleme alanlarına ve daha yüksek elek açılma oranlarına sahip metalik olmayan eleklerin seçilmesi ve malzeme parçacıklarının eleme kabiliyetini ve iş verimliliğini artırmak için uygun elek deliği şekillerinin seçilmesi de gereklidir.
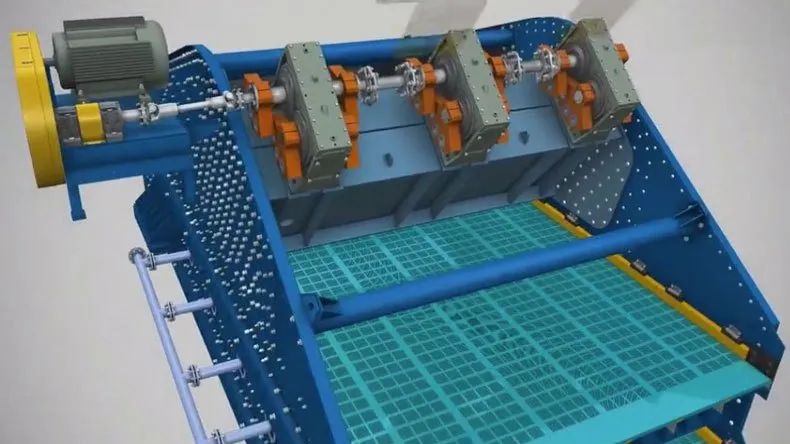
02 Titreşim motorlarının makul seçimi ve heyecan verici kuvvetin ayarlanması
Titreşim motorlarının makul seçimi, titreşimli eleklerin performansını etkileyen temel bağlantılardan biridir ve heyecan verici kuvvetin boyutu, titreşimli eleklerin verimliliğini etkileyen temel faktördür.
(1) Titreşim motorunun seçimi
Titreşimli ekranın titreşim kaynağı olarak titreşim motoru, makul tasarım, basit yapı, kompaktlık, yüksek uyarma verimliliği, enerji tasarrufu, kolay kurulum ve hata ayıklama avantajlarına sahip olmalıdır. Titreşim motorunun seçimi, çalışma frekansı, maksimum uyarma kuvveti ve güç gibi parametreleri içerir. Öncelikle çalışma frekansı ve uyarma kuvveti seçilmelidir. Titreşim motorunun hızı çalışma frekansına yakın olmalıdır; maksimum uyarma kuvveti, seçilen motorun sentetik uyarma kuvveti aralığında olmalı ve ardından titreşim motorunun gücü, çalışma frekansına ve maksimum uyarma kuvvetine göre seçilmelidir.
(2) Uyarma kuvvetinin ayarlanması
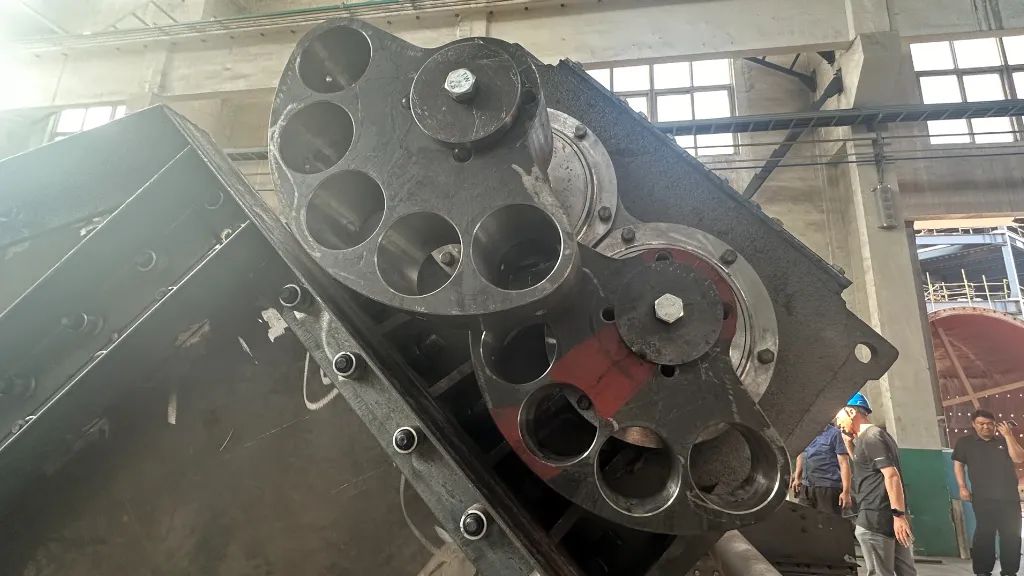
Titreşimli eleğin verimliliği, uyarma kuvvetiyle üstel olarak ilişkilidir. Uyarma kuvvetinin artması verimliliğin hızlı bir şekilde artmasına neden olurken, uyarma kuvvetinin artmasıyla birlikte tıkanma oranı da hızla azalmaktadır. Uyarma kuvvetinin ayrıca ekranın geçiş hızı ve ezilme hızı üzerinde de belirli bir etkisi vardır. Değişim yasası dalga şeklindedir: uyarma kuvveti çok küçük olduğunda geçiş hızı ve kırma hızı zayıftır; uyarma kuvveti çok büyük olduğunda vibrasyon motoru milinin her iki ucunda bulunan eksantrik blokların sürtünmesi artacaktır. Yüksek hızlı dönüş durumunda motora zarar vermek ve motorun servis ömrünü kısaltmak kolaydır. Bu nedenle, uyarma kuvvetinin boyutunu makul şekilde ayarlamak çok önemlidir. Titreşim motorunun heyecan verici kuvveti, yüksek hızda dönen eksantrik bloğun ürettiği merkezkaç atalet kuvvetidir. Eksantrikliği ve dolayısıyla heyecan verici kuvvetin genliğini değiştirerek heyecan verici kuvvet ayarlanabilir.
03 Ekran yüzeyinin hareket modunu iyileştirin
Elek yüzeyinin hareket modunun titreşimli eleğin çalışma verimliliği üzerinde büyük etkisi vardır. Ekran yüzeyinin ideal hareket modu şöyle olmalıdır:
1) Elek yüzeyi besleme ucunun dikey genliği, boşaltma ucunun dikey genliğinden büyük olmalıdır.
Bunun nedeni, besleme ucundaki daha büyük dikey genliğin, bu uçtaki daha kalın malzemeyi etkili bir şekilde katmanlaştırabilmesidir. Aynı zamanda eğim açısı yardımıyla bu uçtaki fazla malzeme hızlı bir şekilde ekran yüzeyinin ortasına yayılabilir, böylece ince taneli malzeme nispeten ince bir malzeme tabakası halinde katmanlaşarak ekran yüzeyinin gerçek kullanım alanı arttırılabilir. Malzeme boşaltma ucuna ulaştığında malzeme tabakalandırılmıştır. Şu anda, ince taneli malzemenin iyi tarama koşullarına sahip olmasını sağlamak için yalnızca daha küçük bir dikey genliğe ihtiyaç vardır. Çok büyük dikey genlik, ince taneli malzemenin tarama ortamını bozacaktır.
2) Besleme ucundan başlayarak elek yüzeyi boyunca malzeme hareket hızı azalan durumda olmalıdır.
Bunun nedeni, malzeme hareket hızının azalması, ancak malzeme katmanının tüm elek yüzeyi üzerinde belirli bir kalınlığı korumasıdır, böylece ince taneli malzeme, elek yüzeyinin nispeten daha uzun bir aralığında katmanlar halinde elenir ve ekranın gerçek kullanım alanı artar. Aynı zamanda, ekranın uzunluğu boyunca ekran nüfuz etme miktarı tekdüze olma eğilimindedir ve ekran yüzeyinin ekran nüfuz etme potansiyeline tam anlamıyla yer verir. Son yıllarda geliştirilen eşit kalınlıktaki elek ve çift frekanslı titreşimli elek, tüm elek yüzeyinin sabit genliği ve düşük birim eleme kapasitesi ile sıradan titreşimli eleklerin eksikliklerinin üstesinden gelmiştir, böylece besleme ucu daha büyük bir genliğe sahiptir ve boşaltma ucu sıradan titreşimli elek ile aynı genliğe sahiptir, böylece iş verimliliği artar.
04 Metalik olmayan ekranlar kullanın
Metalik olmayan ekranlar aşağıdaki avantajlara sahiptir:
1) Tarama verimliliğini artırın. Metal ekranların tarama verimliliğini yaklaşık %20 oranında artırabilir.
2) İyi aşınma direnci ve uzun servis ömrü. Ortalama ömrü metal ekranların 25 katından fazladır.
3) Kurulum süresini azaltın ve ekipmanın çalışma oranını artırın. Metalik olmayan ekranların servis ömrü büyük ölçüde uzatıldığından, ekran yüzeyi değiştirme sayısı azalır ve ekipmanın çalışma oranı genellikle metal ekranlara göre %15 daha yüksektir.
4) Gürültüyü azaltın ve çalışma ortamını iyileştirin.
Metal ekran, ekran kutusuyla rezonansa girmenin yanı sıra, çalışma sırasında da bazı titreşimler üretir. Bu olgu aşınma sonrasında daha belirgindir. Ayrıca malzemenin kutu yüzeyine sert bir şekilde çarpması ve diğer parçaların titreşimi daha yüksek ses üretir. Metalik olmayan malzeme ekranın tüm ekran plakası, belirli bir tamponlama etkisine sahip olan ve gürültüyü yaklaşık 20dB (A) azaltabilen bir bütündür.

05 Çok kanallı besleme yöntemini kullanın
Titreşimli elek genellikle tek yönlü beslemeyi kullanır. Malzeme elek yüzeyine verildikten sonra ayırma partikül boyutundan daha küçük olan malzemelerin çoğu, besleme ucundaki elek deliklerinden hızla geçerek elek altı ürün haline gelir. Boşaltma ucundaki 1/3 ~ 1/2 elek yüzeyi, belirli bir eleme rolü oynamaya devam etmenin yanı sıra, esas olarak bir taşıma rolü oynar, bu nedenle elek yüzeyinin kullanım oranı yüksek değildir. Çok kanallı besleme kullanılırsa, elek yüzeyinin genişliğinin arttırılmasına ve elek yüzeyine beslenen malzeme katmanının kalınlığının azaltılmasına eşdeğerdir; bu, ince taneli malzemenin elek delikleri aracılığıyla elek yüzeyine hızlı bir şekilde temas etmesine yardımcı olur. Aynı zamanda, elek yüzeyi tamamen kullanılarak kaba parçacıkların gereksiz taşıma mesafesi azaltılır ve böylece eleme işi verimliliği artar.
06 Operasyon yönetimini güçlendirin
Çalıştırma ve bakımın da titreşimli eleğin performansı üzerinde belirli bir etkisi vardır. Titreşimli eleğin verimli bir şekilde çalışmasını sağlamak için, ince parçacıkların taranmasını kolaylaştırmak ve daha yüksek işleme kapasitesi ve eleme verimliliği elde etmek için malzemenin elek yüzeyinin tüm genişliği boyunca eşit şekilde dağıtılmasını sağlayarak, eşit, sürekli ve ölçülü besleme gibi çalışma prosedürlerine tam olarak uygun olarak dikkatli bir şekilde çalıştırılmalıdır.
Ek olarak, elek yüzeyinin zamanında temizlenmesi ve ekipmanın iyi durumda olmasını sağlamak için hasarlı elek yüzeylerinin onarılması ve değiştirilmesi gibi elek makinesinin bakım ve bakımının güçlendirilmesi de gereklidir; bu, tarama prosesi mühendisliğinin istikrarlı ve yüksek üretimini sağlamak için büyük önem taşır.
Talep Gönder


X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası